重庆华创智能装备第一届焊工比武方案
为了提高电焊工的理论水平和实际操作技能,增强其工作责任心,提升其综合素质,在广大电焊工中形成良好的学习氛围,确保安全生产,华创智能特举办第一届焊工比赛。
一、主办部门:生产部;协办部门:综合部、销售部
二、比赛奖项设置
第一名:奖励500元,颁发证书、奖金;
第二名:奖励300元,颁发证书、奖金;
第三名:奖励200元,颁发证书、奖金;
三、比赛时间:2021年4月24日
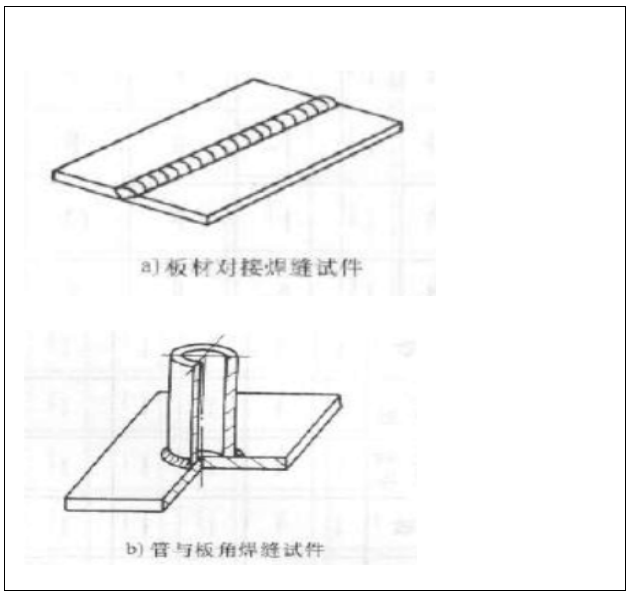
四、比赛项目:气体保护焊(平对接焊,圆管平角焊)
五、裁判
裁判长:喻端华,副裁判长:汤泽明;
裁判员:董事长喻总,生产部杨总,陈总,综合部熊总,销售部张总,陶总,
六、比赛场地:厂区中跨车间
七、比赛说明
(一)、比赛项目:气保焊(圆管平角焊缝)、气保焊(对接平焊缝)
(二)、比赛分理论考试和实际操作两部分。
试题依据《焊工国家职业标准》中高级工的标准及《金属焊接与切割作业》中相关内容制定。
1.理论考试满分100分,占30﹪权重(理论考试入住新办公室后补考)。
2.实际操作100分,占70%权重。
(三)参赛人员
各班组对班组人员进行推荐或自行报名,比例为班组总人数的6%,将推荐名单于2021年4月15日前报生产部,统一安排时间考试。
(四)考试方式
1、理论知识采用闭卷笔答方式进行,考试时间为60分钟。
2、实际操作:组对、焊接时间为30分钟。
(五)、理论知识
试题以焊工工艺知识题为主,金属材料、焊接材料、焊接设备相关知识为辅。试题分为判断题、单选题、多选题。实行百分制。
(六)、实际操作
1、实际操作项目
实际操作试件规格见附图。
2、试件组对
(1)、参赛选手按抽签结果依次到指定地点进行试件组对。
(2)、领取试件和焊材,自行进行试件组对。
(3)、每位选手所领用试件,在组对前应检查是否符合要求,一般不准调换,若有异议,由裁判长决定是否调换。
(4)、组对时试件的间隙、钝边、反变形均由参赛选手自定。
(5)、试件在组对过程中如不慎装废,选手可以自行修复,但不得调换。
(6)、参赛选手应按规定穿戴劳动保护用品,辅助工具自备。
(7)、监考及工作人员对每名选手的各道工序认真监督确认,对不符合组对要求的应通知选手重新组对,未经检查合格认可的试件,一律不能用于比赛。
3、试件组对规定如下:
(1)组对时间为5分钟;
(2)试件定位焊规定采用与正式焊接相同的焊接方法和焊接材料;
4、试件的焊接方向规定如下:
板状对接焊采用一个方向焊接,不得由中间向两端焊或由两端向中间焊,立焊缝采用单道焊;
(七)具体要求
1、正式组对、焊接时间为30分钟。
2、参赛人员在正式比赛前15分钟到场。开赛迟到10分钟(含10分钟)以上者,按自动弃权处理,焊接口令响后方可开始焊接。
3、选手试电流只能在废料上进行,不准在夹具上、试件上试电流,否则按违反考场规则处理。
4、比赛中不准使用电动工具。
5、试件在施焊过程中均应在焊接支架上进行,不得再变换位置和方向,如遇清理焊缝使试件移位,应在监考人员监督下恢复原位,除最后表面清理外,试件未焊完不准取下。不得在试件上作任何标记,包括电弧划伤,若违反规则该单项按0分处理。
6、施焊过程中,若试件焊废不予补发,但允许选手在比赛时间内自行手工修复,焊缝的正、反表面不准修复补焊。若经修复则该试件按2分/次扣分处理。
7、参赛选手要严格按指定的焊条/焊丝规格进行施焊,若发现违反规定者,则该试件不予评分。
8、比赛完毕,选手应认真清理试件表面的焊渣、飞溅,但不能破坏试件焊缝的原始成形,清理好的试件交监考人员检查,监考人员如发现选手对试件未清理干净,有权督促选手返工,清理好的试件由监考人员会同选手将试件交指定地点封号,并在监考记录上双方签字。
9、每位选手试件由监考人员统一做好记号后交探伤、并对外观进行评分。等探伤结查出来后,对焊件进行二次评分。
(八)操作项目评分
实际操作单项满分为100分,总分为100分。
外观评分表(一)
项目:CO2焊平焊试件外观检查项目及评分标准
|
明码号
|
|
评分员
签 名
|
|
合计分
|
|
|
检查项目
|
标准、分数
|
焊 缝 等 级
|
实际
得分
|
|
Ⅰ
|
Ⅱ
|
Ⅲ
|
Ⅳ
|
|
焊缝余高
|
标准(mm)
|
0~2
|
>2,≤3
|
>3,≤4
|
>4,<0
|
|
|
分 数
|
8
|
5
|
2
|
0
|
|
焊缝高低差
|
标准(mm)
|
≤1
|
>1,≤2
|
>2,≤3
|
>3
|
|
|
分 数
|
8
|
5
|
2
|
0
|
|
焊缝宽度
|
标准(mm)
|
≤20
|
>20,≤21
|
>21,≤22
|
>22
|
|
|
分 数
|
8
|
5
|
2
|
0
|
|
焊缝宽窄差
|
标准(mm)
|
≤1.5
|
>1.5,≤2
|
>2,≤3
|
>3
|
|
|
分 数
|
8
|
5
|
2
|
0
|
|
咬 边
|
标准(mm)
|
0
|
深度≤0.5
且长度≤15
|
深度≤0.5
长度>15,
≤30
|
深度>0.5
或长度>30
|
|
|
分 数
|
10
|
6
|
3
|
0
|
|
未焊透
|
标准(mm)
|
0
|
深度≤0.5
且长度≤15
|
深度≤0.5
长度>15,
≤30
|
深度>0.5
或长度>30
|
|
|
分 数
|
10
|
6
|
3
|
0
|
|
背面焊缝
凹 陷
|
标准(mm)
|
0
|
深度≤0.5
且长度≤15
|
深度≤0.5
长度>15,
≤30
|
深度>0.5
或长度>30
|
|
|
分 数
|
6
|
4
|
2
|
0
|
|
错 边 量
|
标准(mm)
|
0
|
≤0.7
|
>0.7,≤1.2
|
>1.2
|
|
|
分 数
|
4
|
2
|
1
|
0
|
|
角 变 形
|
标准(mm)
|
0~1
|
≥1,≤3
|
>3,≤5
|
>5
|
|
|
分 数
|
8
|
5
|
2
|
0
|
|
焊缝正面外表成形
|
标准(mm)
|
优
|
良
|
一般
|
差
|
|
|
成形美观,
焊纹均匀细密,高低宽窄一致
|
成形较好,焊纹均匀,焊缝平整
|
成形尚可,焊缝平直
|
焊缝弯曲,高低宽窄明显,有表面焊接缺陷
|
|
分 数
|
30
|
20
|
10
|
0
|
|
合计得分
|
100
|
|
|
|
|
|
注:1、焊缝未盖面、焊缝表面及根部已修补或试件做舞弊标记则该单项作0分处理。
2、凡焊缝表面有裂纹、夹渣、未熔合、气孔、焊瘤等缺陷之一的,该试件外观为0分。
外观评分表(二)
项目:CO2焊角焊试件外观检查项目及评分标准
|
明码号
|
|
评分员
签 名
|
|
合计分
|
|
|
检查项目
|
标准、分数
|
焊 缝 等 级
|
实际
得分
|
|
Ⅰ
|
Ⅱ
|
Ⅲ
|
Ⅳ
|
|
焊缝余高
|
标准(mm)
|
0~2
|
>2,≤3
|
>3,≤4
|
>4,<0
|
|
|
分 数
|
6
|
4
|
2
|
0
|
|
焊缝高低差
|
标准(mm)
|
≤1
|
>1,≤2
|
>2,≤3
|
>3
|
|
|
分 数
|
8
|
6
|
2
|
0
|
|
焊缝宽度
|
标准(mm)
|
≤20
|
>20,≤21
|
>21,≤22
|
>22
|
|
|
分 数
|
8
|
6
|
2
|
0
|
|
焊缝宽窄差
|
标准(mm)
|
≤1.5
|
>1.5,≤2
|
>2,≤3
|
>3
|
|
|
分 数
|
10
|
6
|
2
|
0
|
|
咬 边
|
标准(mm)
|
0
|
深度≤0.5
且长度≤15
|
深度≤0.5
长度>15,
≤30
|
深度>0.5
或长度>30
|
|
|
分 数
|
20
|
15
|
10
|
0
|
|
未焊透
|
标准(mm)
|
0
|
深度≤0.5
且长度≤15
|
深度≤0.5
长度>15,
≤30
|
深度>0.5
或长度>30
|
|
|
分 数
|
10
|
6
|
2
|
0
|
|
角 变 形
|
标准(mm)
|
0~1
|
≥1,≤3
|
>3,≤5
|
>5
|
|
|
分 数
|
8
|
6
|
2
|
0
|
|
焊缝正面外表成形
|
标准(mm)
|
优
|
良
|
一般
|
差
|
|
|
成形美观,
焊纹均匀细密,高低宽窄一致
|
成形较好,焊纹均匀,焊缝平整
|
成形尚可,焊缝平直
|
焊缝弯曲,高低宽窄明显,有表面焊接缺陷
|
|
分 数
|
30
|
20
|
10
|
0
|
|
合计得分
|
100
|
|
|
|
|
|
注:1、焊缝未盖面、焊缝表面及根部已修补或试件做舞弊标记则该单项作0分处理。
2、凡焊缝表面有裂纹、夹渣、未熔合、气孔、焊瘤等缺陷之一的,该试件外观为0分。
(五)比赛用设备、材料
1、焊机:二保焊机
2、焊材型号:ER50-6
3、试板准备:试板样式见附图。
以上均由生产部于2021年4月20日前准备好。
焊工比赛实际操作项目附图
1. 角焊,平板对接焊
材质:Q235
焊丝型号:ER50-6 规格:Ф1.2
重庆华创智能装备有限公司
2021.4.10



 渝公网安备50010102001292号
渝公网安备50010102001292号